Wir verfügen über eine eigene Gießerei, in der wir hochwertiges Primäraluminium, interne Abfälle aus der eigenen Produktion sowie Sekundärabfälle vom Markt einschmelzen, wodurch wir hohe Qualitätsstandards erreichen.
In unserer Gießerei dient die vorbereitete warmgewalzte Coils als Rohmaterial für die Herstellung von Butzen. Enge Toleranzen werden mit Hilfe einer modernen Kaltwalzanlage erreicht. Für unterschiedliche Anforderungen stehen uns 6 Stanzautomaten zur Verfügung: Stanzen von dickeren Rohlingen sowie Hochgeschwindigkeitsstanzen (bis zu 300 Hübe pro Minute). Die Stanzlinien sind automatisiert.
Durch einen kontrollierten Glühprozess erzielen wir die vom Kunden gewünschten mechanischen und Umformeigenschaften, die für die Weiterverarbeitung wichtig sind. Die Butzen werden entweder sandgestrahlt, vibriert oder ohne Oberflächenbehandlung geliefert. Auch die Verpackung wird an die Kundenanforderungen angepasst.
Aus reinem Aluminium gestanzte Butzen entsprechen vollkommen den spezifischen Wünschen und Bedürfnissen des Kunden:
| LEGIERUNG UND VERARBEITUNG | |
| Legierung | EN AW 1070 |
| EN AW 1070 – Recyceltes Aluminium (Verbraucherabfälle) | |
| EN AW 1100 | |
| EN AW 3003 | |
| EN AW 1050 | |
| EN AW 3102 | |
| EN AW 3207 | |
| Thermische Behandlung | OH-weich geglüht |
| H18-hart | |
| Oberflächenschicht | vibriert, sandgestrahlt, ohne Oberflächenbearbeitung |
| DIMENSIONEN UND FORMEN | |
| Durchmesser [mm] | 5,00 – 230,00 |
| Stärke [mm] | 2,50 – 17,50 |
| Form | flach, gewölbt (bombiert), rund, oval, rechteckig, mit oder ohne Loch bzw. nach Kundenvorgabe |
Fertigungsverfahren
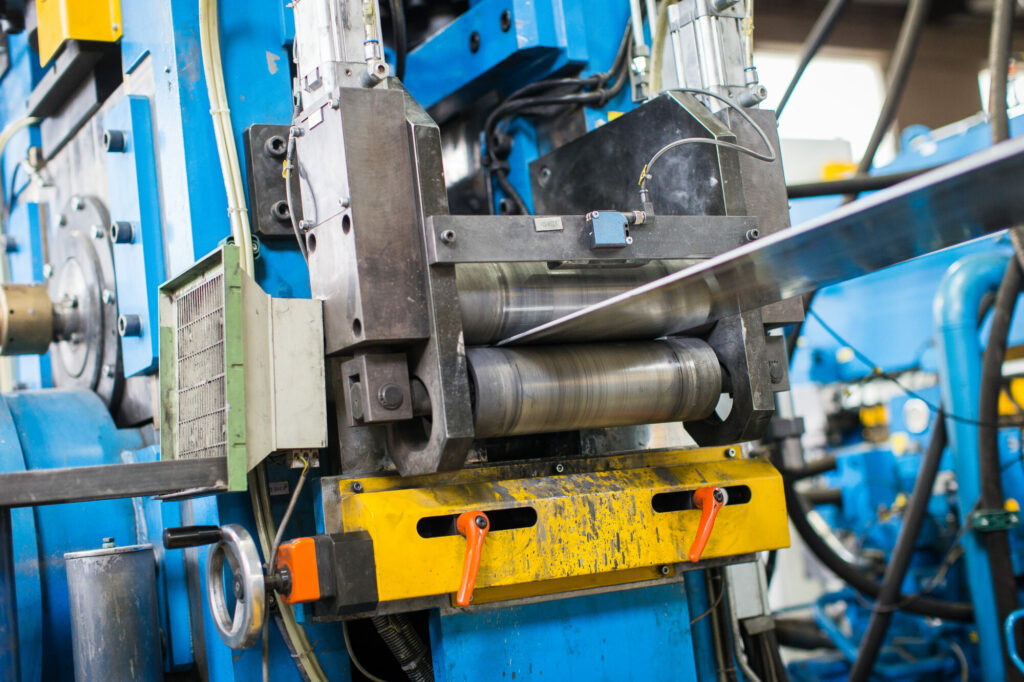
In der unternehmenseigenen Gießerei werden das hochwertige Primär-Aluminium und Ausschussmaterial aus der eigenen Produktion umgegossen. Um die entsprechende Zusammensetzung und Produktqualität zu erreichen wird die Schmelze legiert, abgesetzt und gereinigt. Diese Schmelze ist dann zum Gießen bereit. In der eigenen Gießerei wird ein entsprechend dünner Streifen der oberen Legierungen in verschiedenen Breiten gegossen. Der dünn gegossene Streifen geht dann durch eine Warmwalze, wo seine Stärke verdünnt wird und auf einen Ring aufgewickelt wird.
Der auf diese Weise hergestellte warmgewalzte Ring ist der Eingangsrohstoff für die Fertigung von Butzen. Weiter wird er auf einer ganz neuen Kaltwalze kaltgewalzt, die eine Lasermessung der Streifenstärke ermöglicht und somit ein hochwertiges Profil eines kaltgewalzten Streifens mit engen Toleranzen ermöglicht. Der kaltgewalzte Ring geht dann weiter zur Stanzlinie. Zurzeit stehen für dieses Legierungsprogramm 6 Stanzautomaten (120-315 Tonnen) im Einsatz. Neue hochwertige Stanzlinien ermöglichen das Stanzen von dickeren Butzen und eine Stanzgeschwindigkeit bis 300 Schläge/Minute, weiter sind diese Linien meistens automatisiert, was den Anteil an menschlichen Fehlern vermindert.
Die Butzen werden dann weiter in einen Glühofen geführt, wo sie zu einer entsprechenden Härte geglüht werden, um somit die mechanischen Charakteristika und Verformungseigenschaften für den Käufer zu erreichen. Danach folgt nach dem Wunsch des Kunden die Oberflächenbehandung mit Sandstrahlen oder Scheuern (Vibrieren). Benutzt werden hochwertige Sandstrahlmaschinen, die eine gleichmäßige und hochwertige Oberfläche der bearbeiteten Butzen sicherstellt.
Die Butzen werden danach verpackt und in einem überdachten und verschlossenen Lager gelagert, wo sie versandbereit warten.