We have our own foundry where we melt high-quality primary aluminum, internal waste from our own production, and secondary waste from the market, allowing us to achieve high-quality standards.
In our foundry, the prepared hot-rolled coil serves as the raw material for producing slugs. Tight tolerances are achieved with the help of a modern cold rolling mill. We have 6 stamping machines available for different needs: stamping thicker slugs and high-speed stamping (up to 300 strokes per minute). The stamping lines are automated.
Through a controlled annealing process, we achieve the mechanical and forming properties desired by the customer, which are important for further processing. The slugs are either sandblasted, vibrated, or without surface finishing. Packaging is also tailored to meet customer requirements.
We provide you with punched slugs from pure aluminium, precisely according to your specific needs and requirements:
| ALLOYS AND TREATMENTS | |
| Alloy | EN AW 1070 |
| EN AW 1070 – recycled aluminum (consumer waste) | |
| EN AW 1100 | |
| EN AW 3003 | |
| EN AW 1050 | |
| EN AW 3102 | |
| EN AW 3207 | |
| Heat treatment | OH-soft annealed |
| H18-hard | |
| Surface treatment | vibrating, shot blasting, no surface treatment |
| DIMENSIONS AND SHAPES | |
| Diameter [mm] | 5.00 – 230.00 |
| Thickness [mm] | 2.50 – 17.50 |
| Shapes | flat, domed, round, oval, rectangular, with or without hole or according to customer requirements |
Manufacturing process
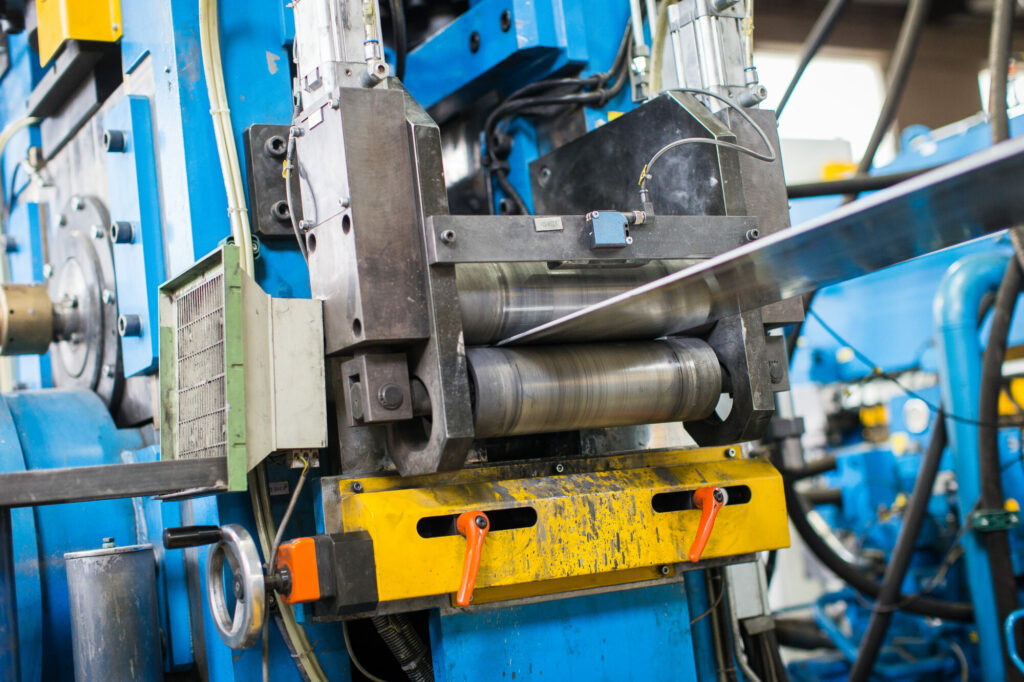
In our in-house foundry, we melt the primary high-quality aluminium and internal material from our own production. To achieve the appropriate product composition and quality, the melt is alloyed, held and purified. After such treatment, the melt is ready for casting. In our foundry, we cast alloys into narrow strips of different widths. The narrow cast strip is then led through our hot rolling mill, where it is reduced in thickness and coiled.
The resulting hot-rolled coil serves as the input material for our slug manufacturing process. It is then cold rolled in our state-of-the-art cold rolling mill, which supports laser measurement of the strip thickness, thereby ensuring high quality cold-rolled strip profiles in narrow tolerance ranges. The cold-rolled coil is then ready for the punching lines. At present, we operate 6 automated punching machines (120-315 tons). Our new punching lines allow us to stamp thicker slugs at rates of up to 300 strokes/min, and are for the most part automated, thereby minimising the potential for human error.
Then, the slugs are transferred to the annealing furnace to be annealed to an appropriate hardness and are thus provided with the optimal mechanical and forming properties necessary for further transformation by the customer. This is followed by surface finishing by means of shot blasting or vibrating, according to the customer’s specifications. We operate high-quality shot blasting machines, which guarantee a uniform and high quality surface for the finished slugs.
Then the slugs are packaged and stored in an enclosed warehouse awaiting dispatch to the customer.